24+ multidisciplinary industrial projects delivered — from turnkey process plants and structural fabrication to fire safety, RO water treatment and process automation installations.
Beyond steel supply and component fabrication, FABNEXIS has delivered full turnkey process plants — from process engineering and procurement through fabrication, automation, commissioning and handover. Select either project below for the complete breakdown.
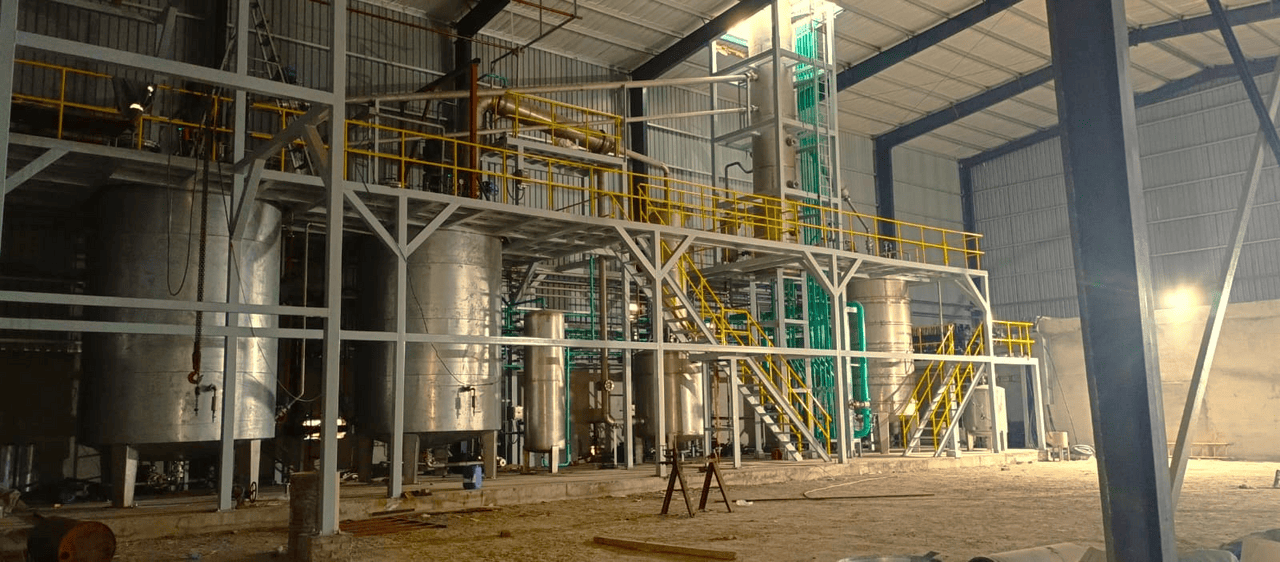
A complete 20,000 TPA dioctyl phthalate plant delivered end-to-end — esterification, stripping, scrubbing, neutralization and filtration — engineered, fabricated, automated and commissioned by FABNEXIS.

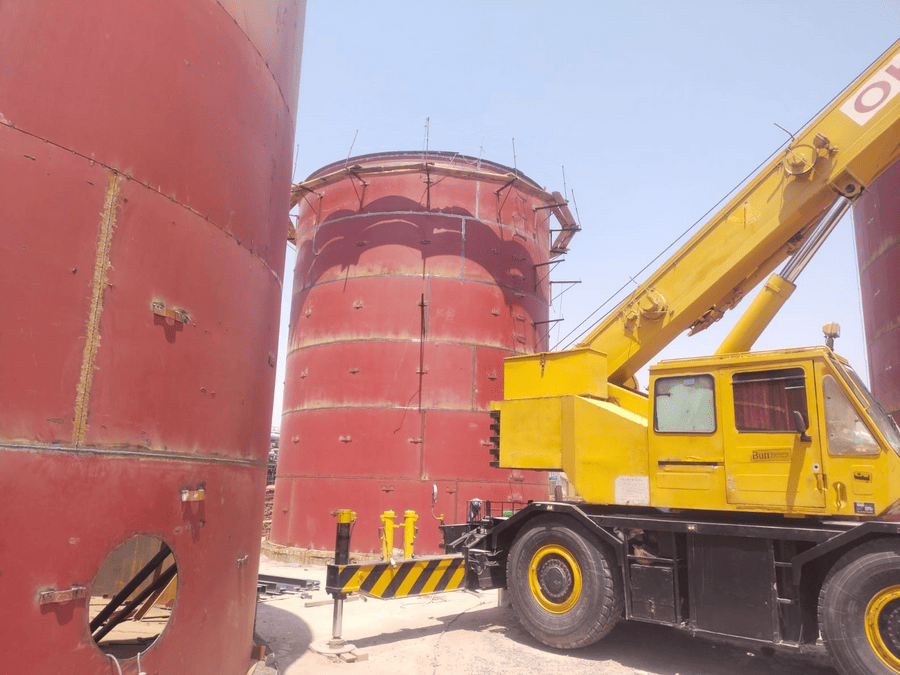
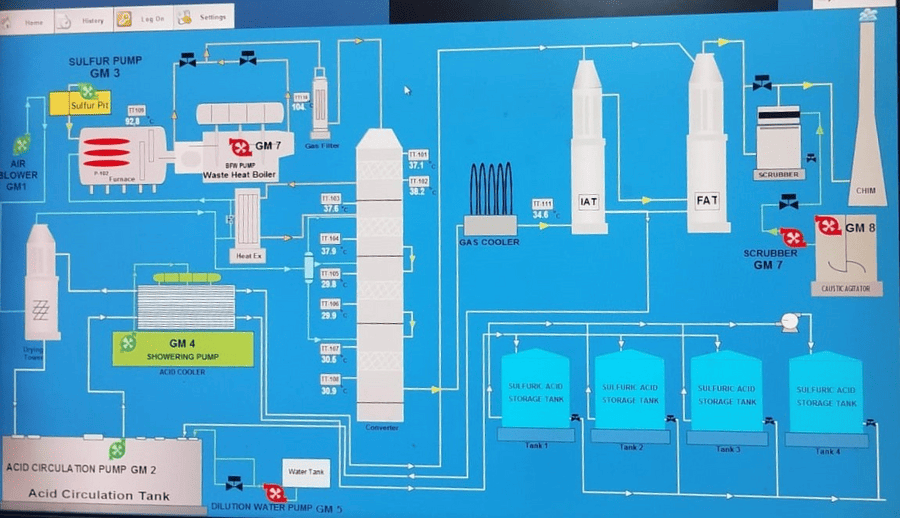
A 26,000 TPA sulfur-burning contact-process plant — sulfur burner, waste-heat boiler, multi-pass catalytic converter and absorption train — engineered, restored, automated and commissioned by FABNEXIS.
Beyond the equipment itself — the operational, financial and safety outcomes this project was engineered to deliver.
Full process design package — PFDs, P&IDs, mass/heat balances and equipment datasheets — validated against the client's feedstock specification before a single vessel was fabricated.
Reactor capacity sized specifically around the Local Production market analysis and effective Opex target, rather than a stock skid forced to fit.
Reactor, scrubber, and condensation column metallurgy specified for continuous 190–235°C duty corrosion-proof vessels built-in from day one — not retrofitted later.
Vetted, pre-qualified vendor pool across our China–Turkey–USA sourcing network kept the capital package within budget without compromising on pressure-part code compliance.
Fabrication sequencing was front-loaded against the civil works timeline — mechanical erection began the week foundations were ready, zero schedule float lost to multidisciplinary dependencies.
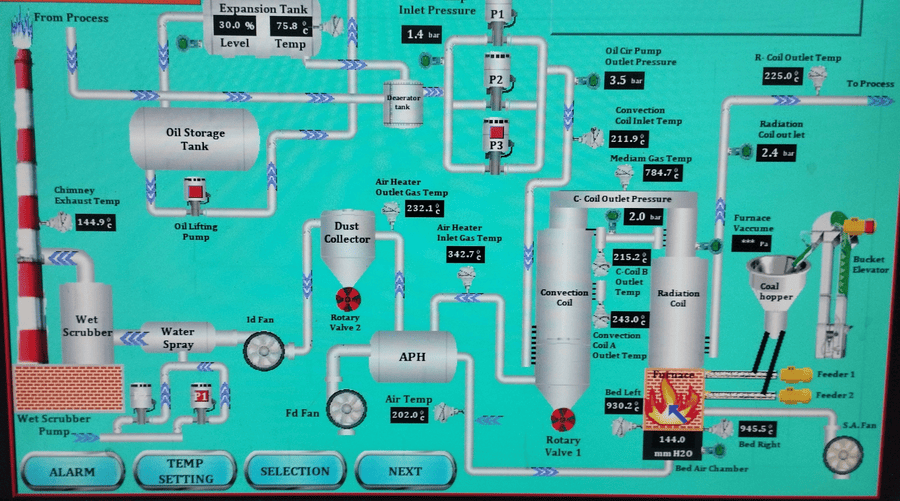
Hardwired high-temperature and high-pressure trips on production line and utilities, interlocked with PLC logic and Pneumatic Control Valves to force a safe-state shutdown automatically on any deviation.
PLC-supervised batch sequencing across reaction, stripping, filtration and storage — with full batch-record logging for QA traceability on every run.
Vacuum, cooling water and heating utilities sized against actual batch-cycle demand curves rather than nameplate peak — trimming day-to-day utility consumption.
2-ethylhexanol recovered from the stripper in vapors is condensed, recycled and metered back into the reactor feed, materially cutting fresh reactant makeup per batch.
In-line acid value and colour monitoring at the filtration stage holds water-white, finished DOP consistently at 99.8%+ purity, batch over batch.
Pre-commissioning, mechanical completion punch-listing, cold/hot and pneumatic commissioning, and operator training carried out by the same team that designed the plant.
Material & fabrication quality, and right-sized Production line and utilities meant the plant achieved its rated product quality from the very first batch, ahead of the client's own expectation.
Phthalic anhydride and 2-ethylhexanol react under titanate catalyst at 190–235°C in the reactor.
Excess alcohol is stripped under vacuum and condensed for recycle back into the reactor feed.
Residual acidity is neutralized with caustic solution and the crude ester is water-washed to remove catalyst residues.
Excess water is decanted and moisture is removed under vacuum to stabilize the ester ahead of final stage.
Multi-step polish filtration delivers finished, on-spec DOP to bulk storage for dispatch.


Planning a similar process plant or capacity expansion?
*Payback figures are project-specific estimates and vary by feedstock cost, utility tariffs and operating regime.
Beyond the equipment itself — the operational, financial and safety outcomes this project was engineered to deliver.
Contact-process redesign — from SCDA to DCDA, four-pass converter restructuring and absorption tower hydraulics — validated by simulation in collaboration with Process Experts from China.
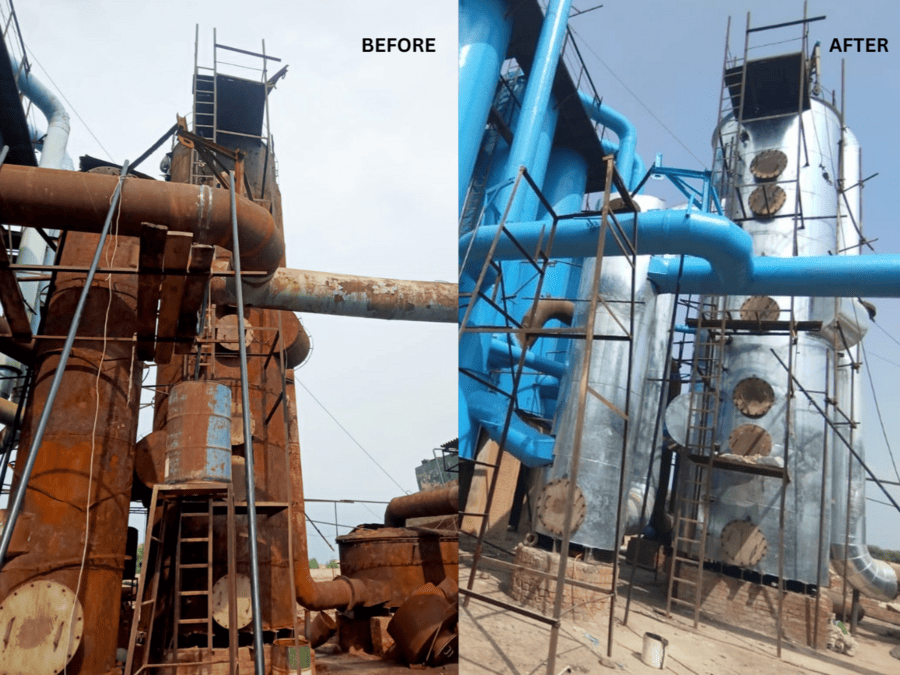
Converter pass configuration and intermediate absorption point with custom acid distributors tuned for ideal mass transfer ratios and target stack emission limits.
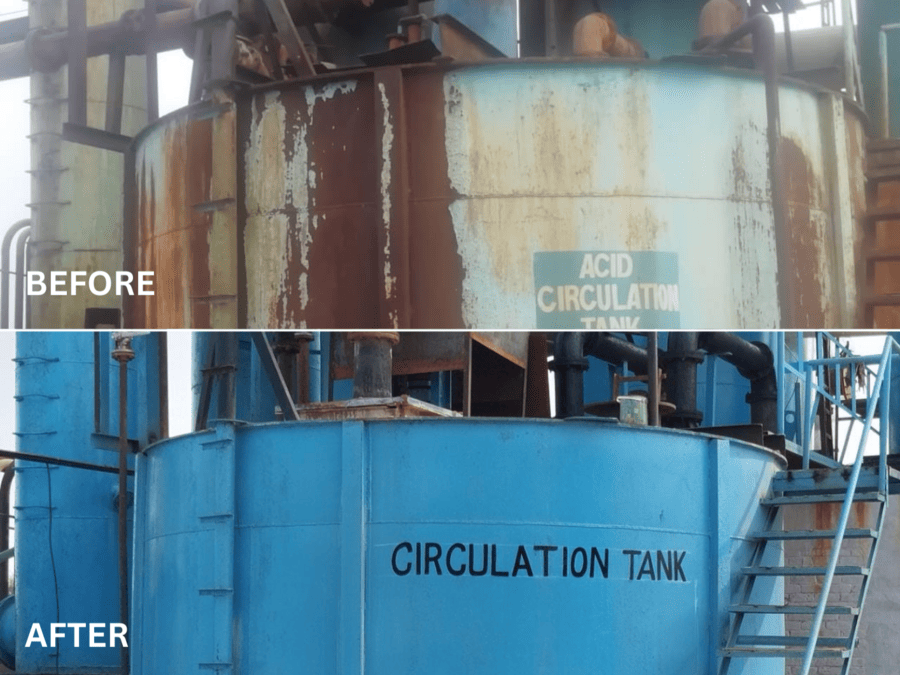
Brick-lined and acid-resistant alloy construction throughout the circulation tank, absorption towers and acid coolers, specified for decades of continuous corrosive duty.
Catalyst, acid-brick lining and specialty cast acid cooler piping sourced through our pre-vetted China–India vendor network, holding capex inside budget.
Converter and absorption tower modules were shop-fabricated and brick-lined off-site in parallel with site electrical and civil works, compressing the overall revamp schedule.
Gas analyzers, acid-mist detectors and burner flame-failure trips hardwired into PLC safety logic, forcing an automatic safe shutdown sequence on any excursion.
PLC supervision across sulfur burning, converter pass temperatures and acid concentration — with continuous emissions monitoring logged for regulatory reporting.
RO water, acid circulation pump and cooling utilities right-sized against the actual converter heat-rejection profile rather than oversized nameplate margins.
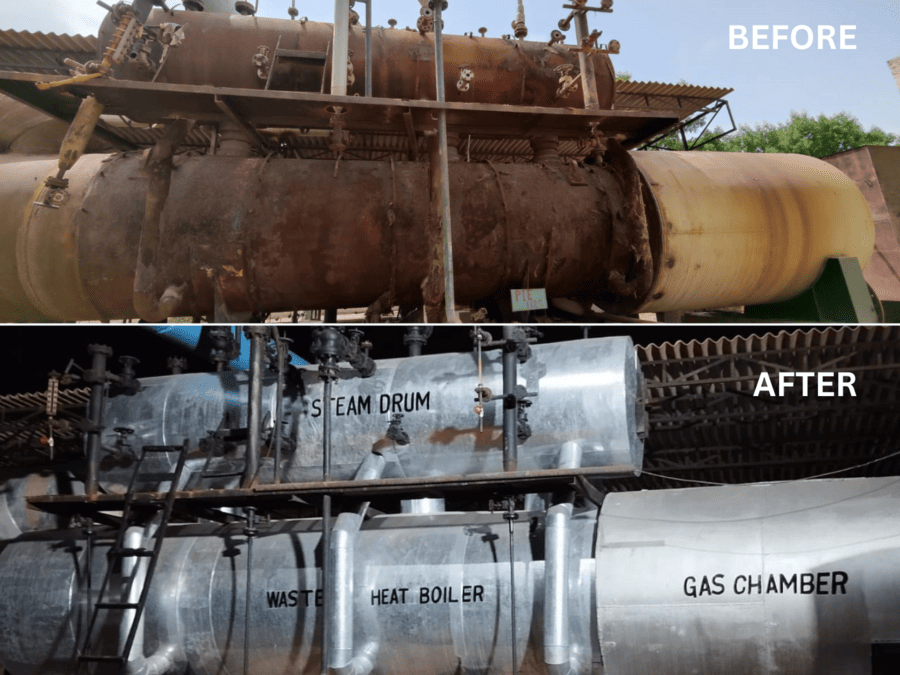
The strongly exothermic SO₂-to-SO₃ conversion captured in a waste-heat recovery boiler, generating process steam integrated with a condensate recovery system, harnessing a high efficiency silicate-free environment.
Multi-pass conversion and final absorption hold finished acid concentration consistently at 98–99% H₂SO₄, on-spec for downstream fertilizer and industrial buyers.
Dry-air catalyst heat-up, controlled sulfur feed ramp-up and full performance testing carried out by our engineering team that designed the converter train.
Condensate recirculation and recovered process steam from the waste-heat boiler began offsetting site utility costs from week one of stable operation, enabling market dominance with better margins.
Molten sulfur is burned with dried air in the sulfur burner to generate high-strength SO₂ gas.
Hot combustion gas is cooled in a steam boiler, generating process steam before entering the converter.
Gas passes through four vanadium-pentoxide catalyst beds, converting SO₂ to SO₃ with intermediate cooling.
SO₃ is absorbed into 98% sulfuric acid in the absorption towers, forming thick fuming liquid called Oleum.
Oleum mixed carefully with water forming Sulfuric Acid, which is cooled and routed to bulk storage tanks ahead of dispatch.
Planning a similar process plant or capacity expansion?
*Steam balance and Production figures are project-specific estimates and vary by sulfur feedstock grade and site utility demand.



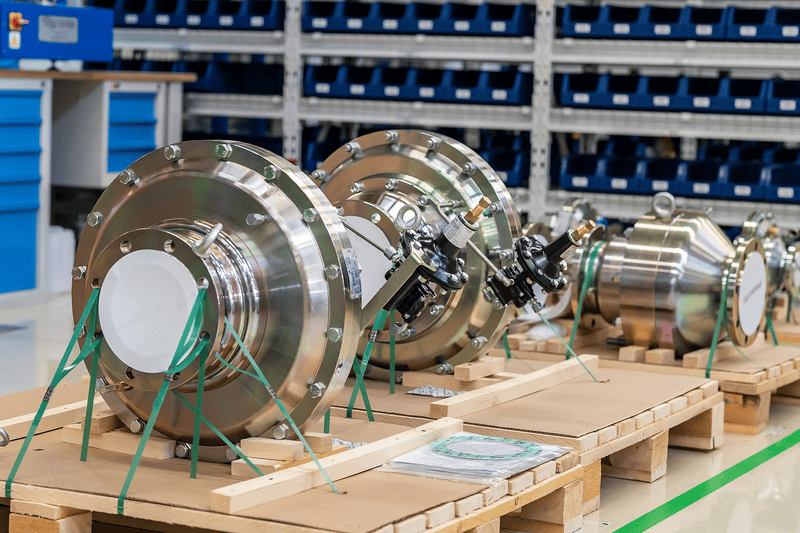
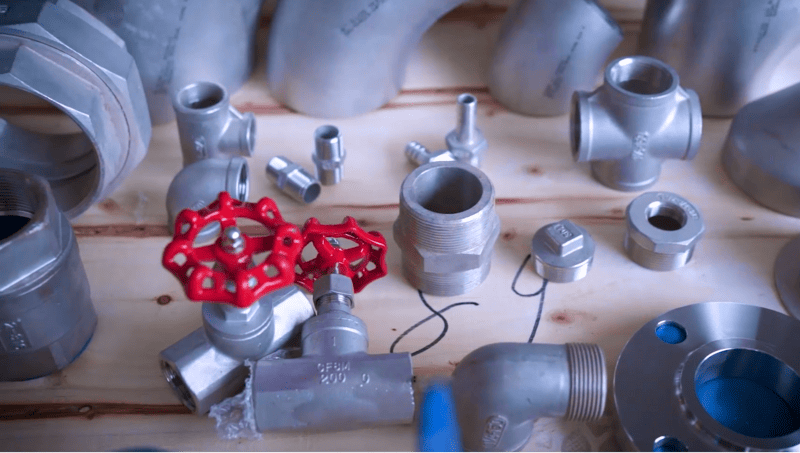
Complete SS316L hygienic tubing, valves, fittings and flanges for a pharmaceutical process line. Full MTC documentation and passivation certificates supplied.

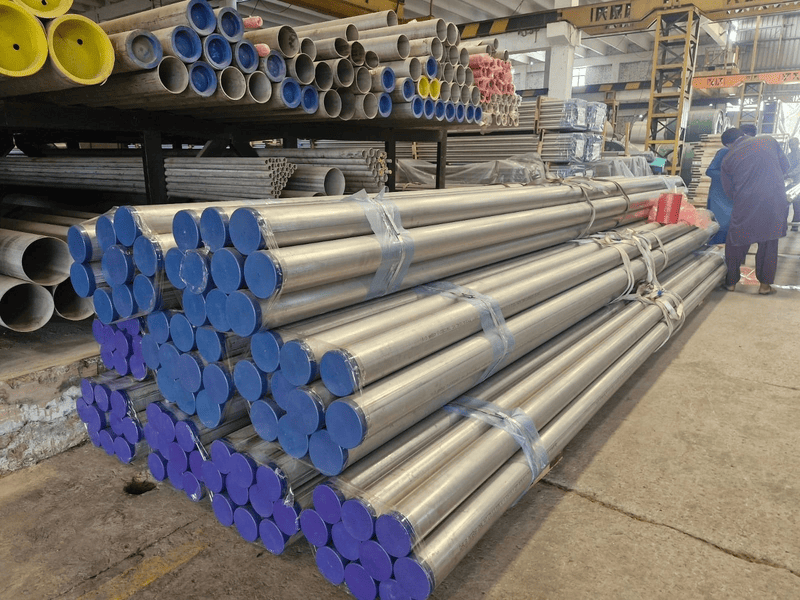
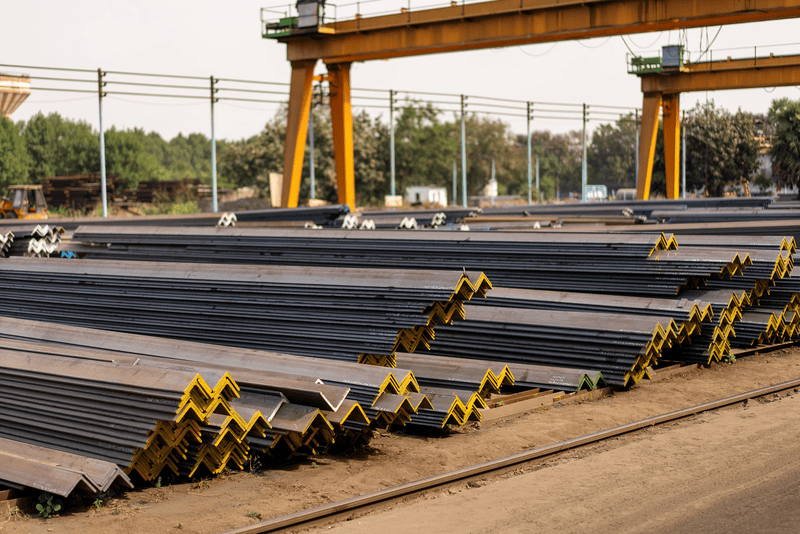
Bulk supply of MS plates, I-beams, H-beams, channels and hollow sections for a large process facility expansion. 100+ tonnes delivered over 6 weeks.
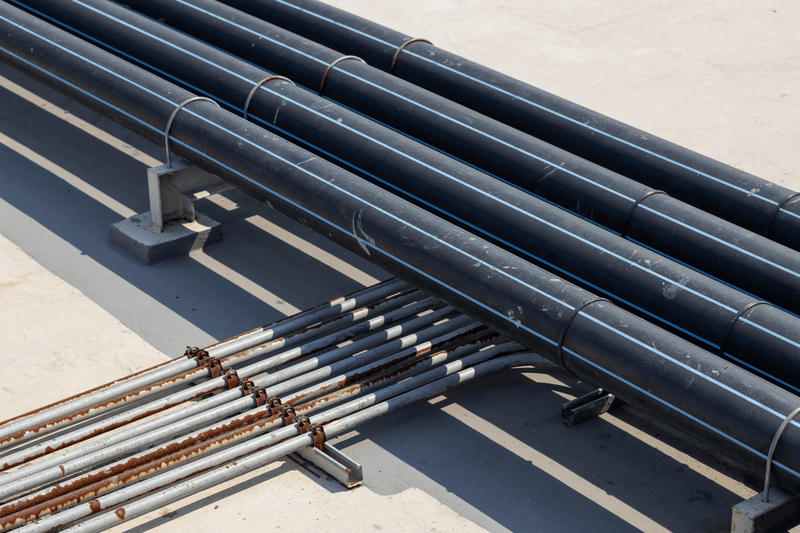
HDPE piping custom PN25, SDR7.4, 200mm to 300mm diameter, for a municipal water distribution network — complete with fittings, electrofusion couplings and documentation.
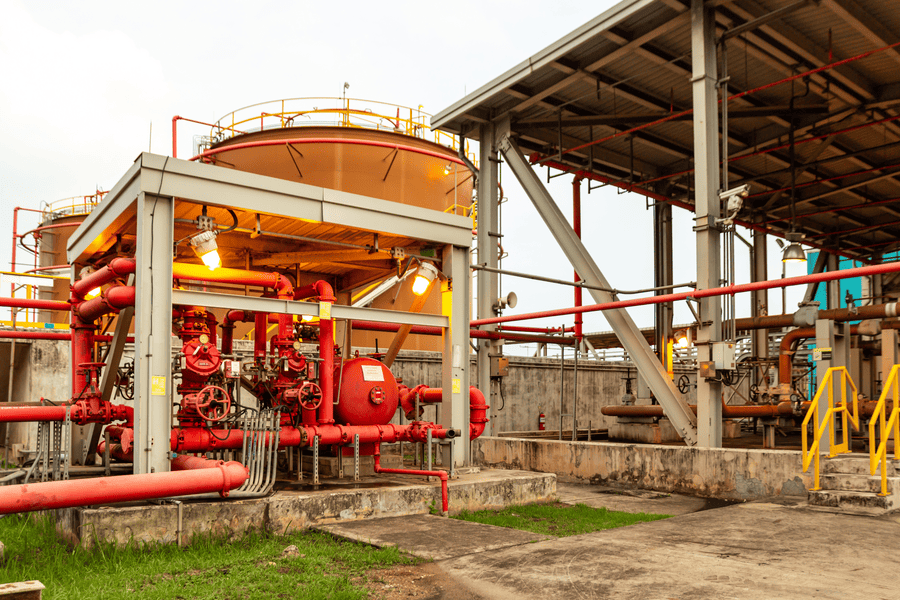
Design, supply and installation of an automatic sprinkler and riser system to NFPA 13 & 14 for a 45,000 sq ft manufacturing facility — including risk assessment, hydraulic calculations and commissioning.
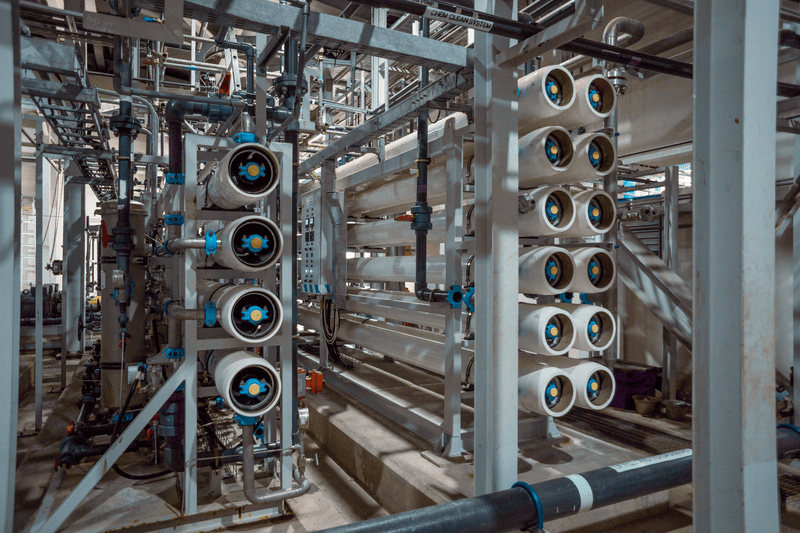
Skid-mounted multi-stage RO plant with PLC automation, permeate quality monitoring and automated membrane flush. Complete commissioning and operator training provided.
Fabrication and supply of 400+ pipe spools in SS304L for a food-grade process plant. All welds NDE tested and documented with full WPS and weld records.

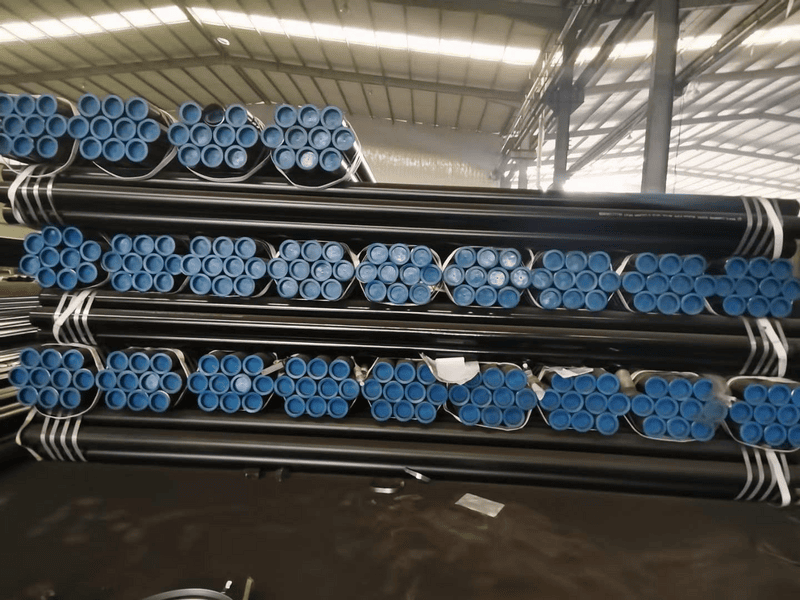
Supply of CS pipes Sch40 and Sch80 with complementary butt-weld fittings and flanges for a refinery maintenance project. Expedited delivery with full material certification.

Control panel design, programming and LV switchgear integration for an automated packaging production line — Siemens S7-1200 PLC with SCADA monitoring interface.

Long-term contractual coal supply (GCV 5,500+) for a major textile manufacturer's steam boilers — including transport logistics and quality verification at each delivery.



"FABNEXIS leadership combines strategic thinking with disciplined execution, creating partnerships built on long-term operational value."
"FABNEXIS brings a thoughtful engineering approach to complex operational challenges and consistently focuses on practical, system-driven solutions."
"FABNEXIS demonstrates disciplined sourcing, technical understanding, and the reliability required for modern industrial supply partnerships."
From single product orders to complex multi-discipline turnkey projects — we're ready.